RedUnit: Aufbereitung von Schlachtabfällen von Geflügel für die Herstellung von Tiernahrung
Case Study: Consorzio Gatteo Proteine
Der Kunde
Das behandelte Material: Schlachtabfälle von Geflügel
Das Consorzio Gatteo Proteine sorgt für die Umwandlung von Schlachtnebenprodukten von Geflügel in Tiernahrung. Es wurde mit dem Ziel gegründet, eine synergetische Verwaltung bei der Lieferung ihrer SOA-Produktionsabfälle zwischen den angeschlossenen Agrar- und Lebensmittelgenossenschaften sicherzustellen, die fast den gesamten italienischen Geflügelschlachtsektor repräsentieren
Die Produktionsanlage in Gatteo (Forlì-Cesena) verwendet eine fortschrittliche Prozesstechnologie, die eine vollständige Verwertung von Schlachtabfällen von Geflügel ermöglicht, und stellt Tiermehle für Haustierfutter her.
Die Geflügelschlachtabfälle werden über ein Logistiktransportsystem an das Konsortium geliefert, das einen kontinuierlichen Prozess rund um die Uhr an sechs Tagen in der Woche ermöglicht. Diese Abfälle werden in einem Lagertank in einem speziellen Raum in Übereinstimmung mit den einschlägigen Hygiene- und Umweltvorschriften (Absaugung und Reinigung der Innenatmosphäre usw.) angenommen. Über ein Förderband wird dieses Material einem Zerkleinerungsprozess mit einer konstanten Durchflussrate von etwa 10 bis 12 Tonnen pro Stunde zugeführt Das Material wird zerkleinert, um in den nachfolgenden Schritten effizienter verarbeitet werden zu können. Das zerkleinerte Material wird dann Kochprozessen (für Fette), der Trennung und Trocknung zugeführt, aus denen Tiermehle als Endprodukt gewonnen werden. In der Anlage befindet sich auch ein „Blut“-Behandlungssystem, aus dem Substanzen gewonnen und dann für den chemischen und pharmazeutischen Bereich verwendet werden. Unsere technologische Lösung befindet sich im Bereich „Zerkleinerung“
Das Problem
Das Zerkleinerungssystem wurde vor der RedUnit installiert
Die Anlagenplanung des “Zerkleinerungs”-Bereichs vor der Installation der Vogelsang RedUnit sah ein Grobsieb vor, d. h. einen groben Einwellen-Schredder mit einer Leistung von etwa 35,0 kW, in dem das Material einer ersten „Grobzerkleinerung“ unterzogen wurde Anschließend wurde das Material, immer noch mithilfe eines Förderbands, zunächst durch einen Metalldetektor (um alle Metallreste zu entfernen) und dann durch zwei feinere Schredder (klassische Schreddermühlen) geleitet, die parallel arbeiteten (einer als Redundanz für den anderen, außer bei Materialspitzen (20 t/h) mit jeweils 36,0 kW Schließlich wurde das zerkleinerte Material in einen Kocher gepumpt und dann zu den nächsten Schritten weitergeleitet, die folgende Probleme mit sich brachten:
Installierte Leistung und sehr hoher Verbrauch
- Suboptimale Arbeitseffizienz (nicht vielseitiges System, das auf das Vorhandensein von Fremdkörpern reagiert)
- Komplexeres System zu verwalten (auch auf der Ebene der Automatisierung und Alarmsteuerung)
- Ständige Wartung und hohe Arbeitszeitkosten (Wartung erforderte mindestens 5-10 Arbeitsstunden pro Woche mit der Anwesenheit von 1 oder 2 Bedienern)
- Das System war daher nicht optimal und funktionell für die Arbeitsanforderungen und verursachte verschiedene betriebliche und wirtschaftliche Probleme
Die Lösung
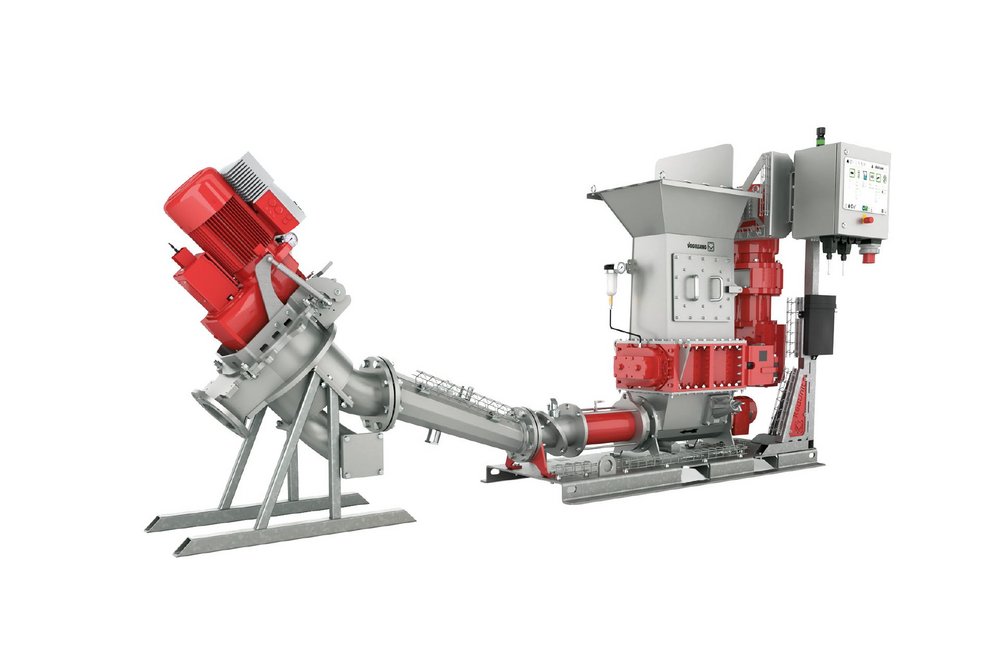
Die beiden RedUnit XRL 186-520QD sind parallel installiert
Durch die Installation der Vogelsang RedUnit mit einer Leistung von 18,5 kW konnten sowohl der erste Grobzerkleinerer als auch die beiden nachfolgenden feineren Zerkleinerer eliminiert werden, wodurch das gesamte Material in zwei parallel montierte XRL 186-520QD-Zerkleinerer befördert wird, um Redundanz zu gewährleisten und Spitzenflussraten (20 Tonnen/Stunde) zu erfüllen. Es handelt sich um einen Doppelwellen-Schredder, der aus zwei monolithischen Rotoren besteht, die aus dem Vollen gefertigt und mit einem Reihenmotor gekoppelt sind. Alles wird über ein Verwaltungs- und Steuerpult gesteuert, das mit der Haupt-SPS des Systems verbunden ist und eine direkte Kommunikation in einem vollständig vernetzten System ermöglicht
Die installierte Leistung ist somit geringer und die Verbrauchsdaten nach der Inbetriebnahme sind sehr interessant: Mit der vorherigen Lösung lag der tägliche Energieverbrauch des Zerkleinerungsraums bei etwa 650 kWh, während der Energieverbrauch jetzt auf 250 kWh gesenkt wurde

Obwohl die installierte Leistung nicht hoch ist, wird das Drehmoment gleichmäßig direkt von den Wellen auf die Rotoren selbst übertragen, wodurch eine sehr hohe Zerkleinerungskapazität erzeugt wird. Durch die sofortige Umkehrung der Rotation können Blockaden durch Fremdkörper vermieden werden. Darüber hinaus dienen die vorhandenen Bruchbolzen als Schutz für den Motor. Das Ergebnis: In einem Jahr des Einsatzes war kein Wartungseingriff an den Maschinen erforderlich.
Vorteile der RedUnit
- Zuverlässiges, definiertes Zerkleinern von zähem Material
- Individuelle Montage und Konfiguration der Systemkomponenten
- Plug-and-Play-Konzept für schnelle und einfache Integration in bestehende Anlagen
- Einfache Steuerung dank intelligenter Steuereinheit und intuitivem Touchscreen
- Einfache Wartung für hohe Verfügbarkeit